以下、写真の羅列で、補足的に文章を入れています。
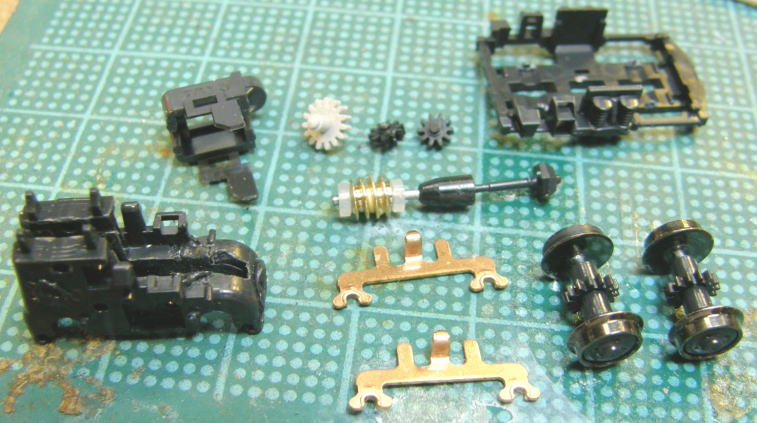
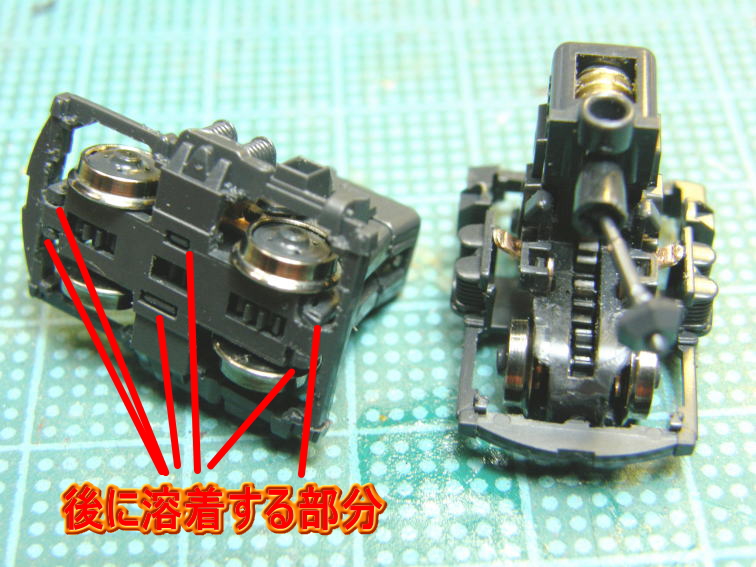
台車をバラバラにした写真です。

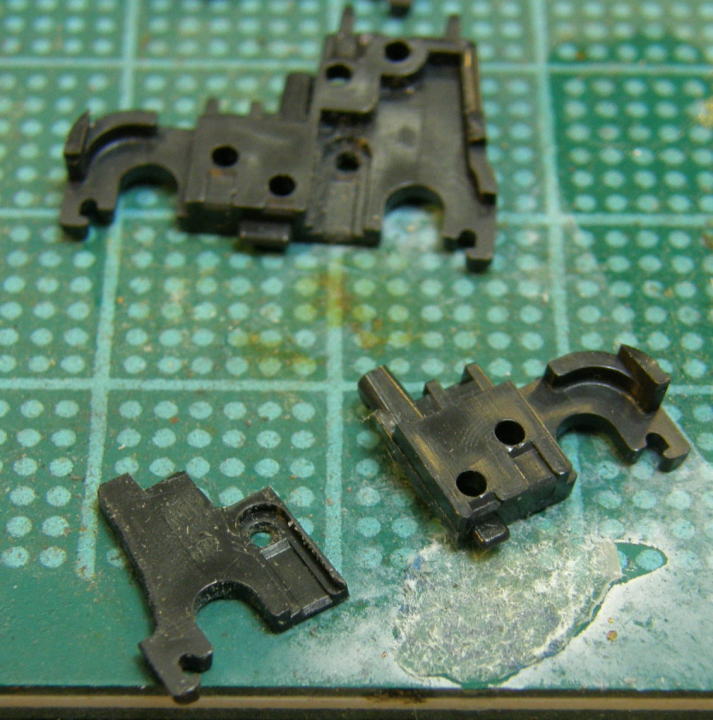
本命の台枠2つを残し、他2つの台枠を左右分離します。写真右が分離した台枠。
左右分離した台枠をさらに切削します。
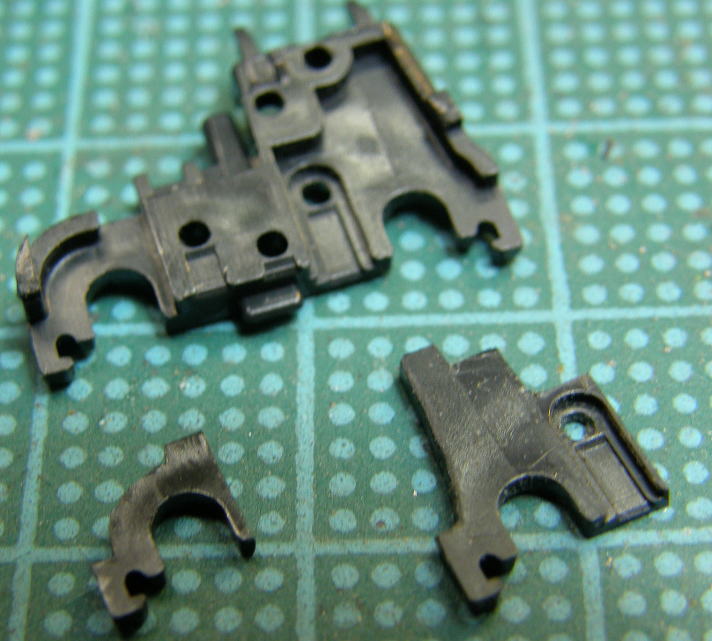
切削中
切削した台枠を本命の台枠(左右分離しなかったもの)の内側に接着後、強度保持のためハンダごてで溶着します。
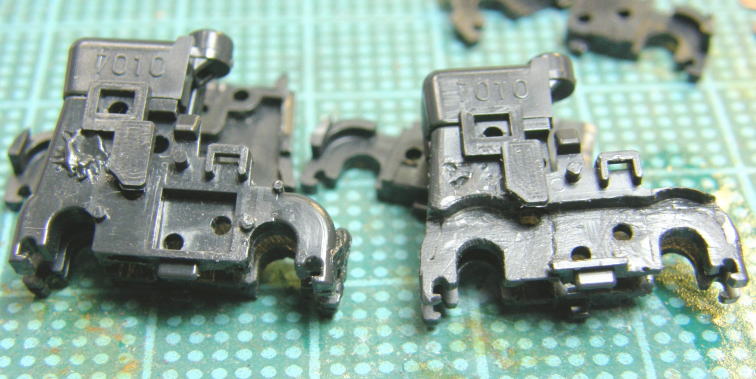
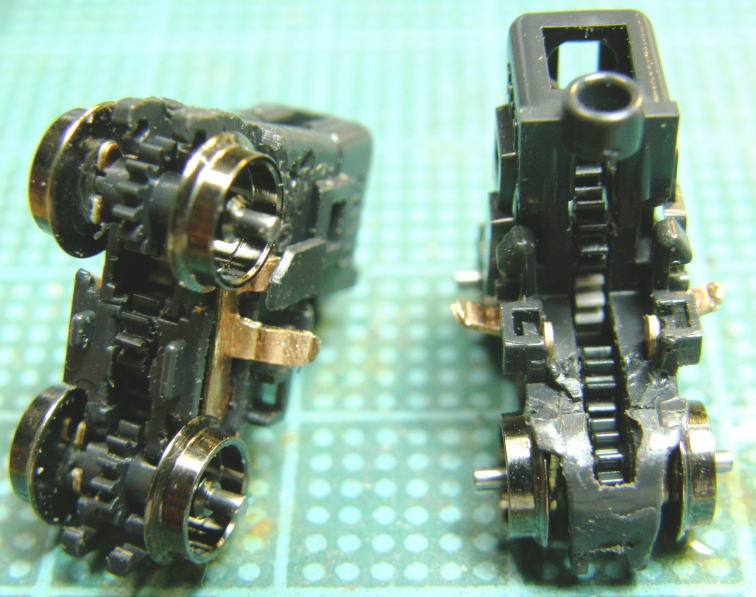
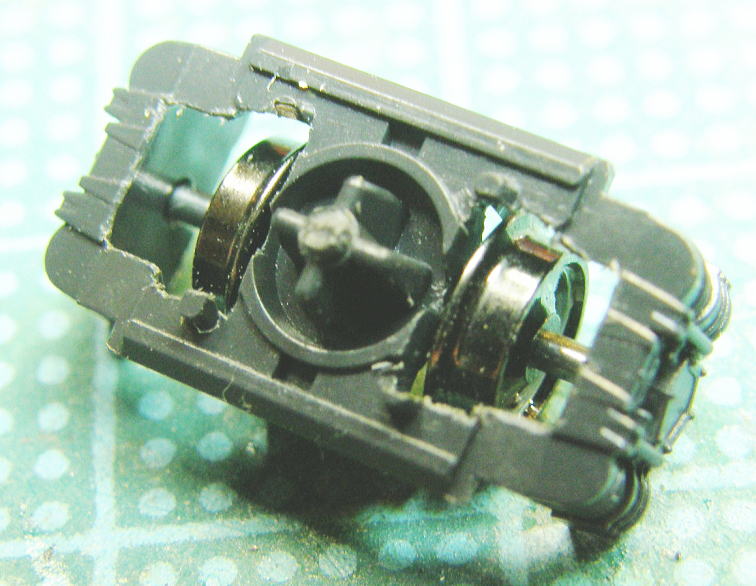
溶着の終わった台枠をルーターにて切削。写真右が切削の終わった台枠。
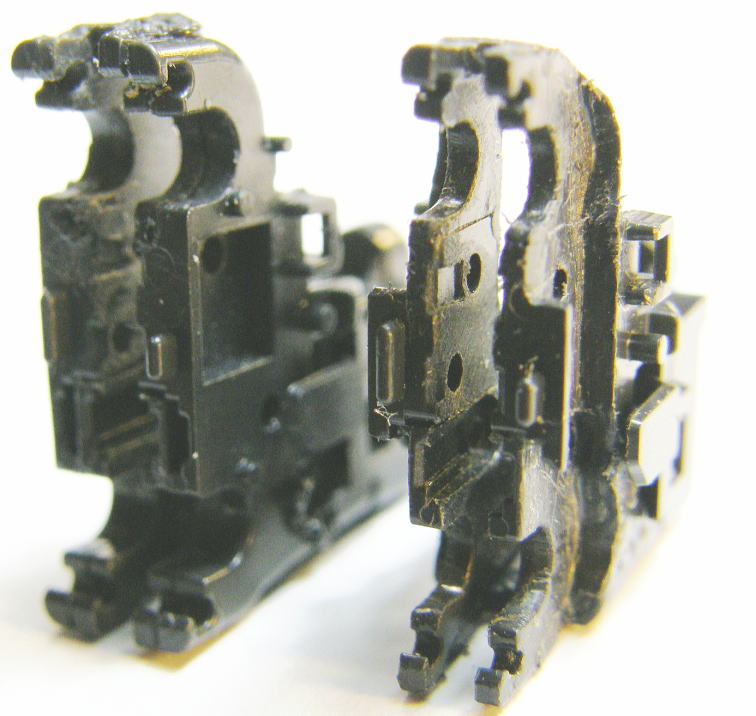
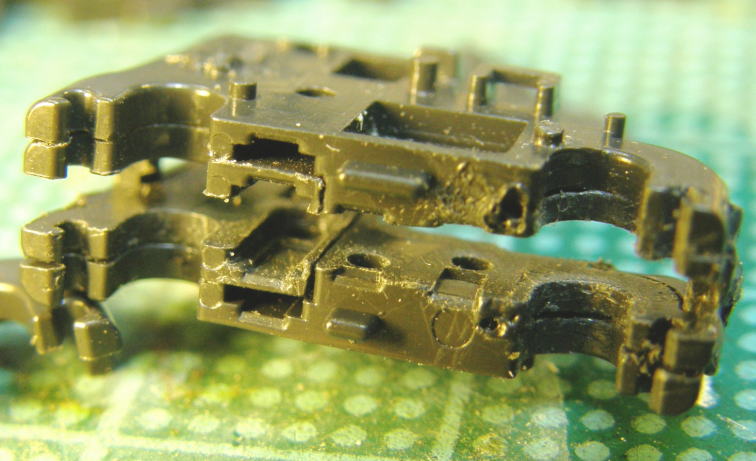
別角度より。
写真でお分かりかと思いますが、わざわざ台枠の内側に別台枠を溶着したのは、改軌による切削でギヤボックスの壁がなくなってしまうからです。
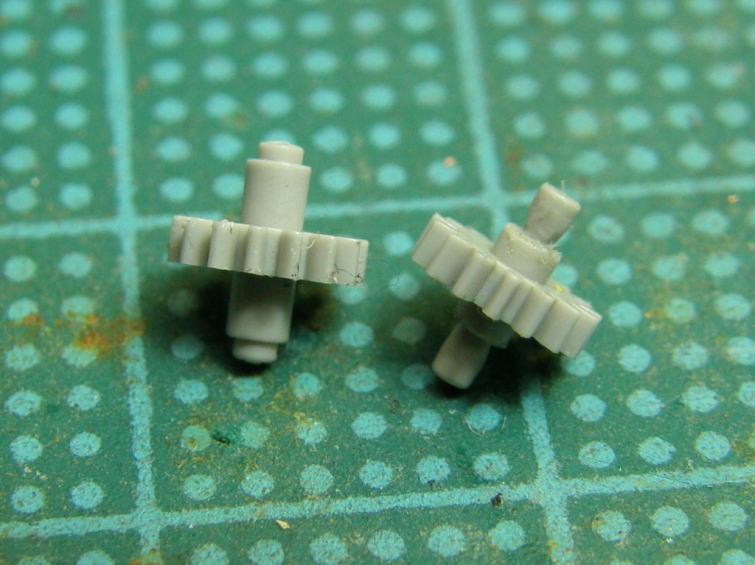
ギヤボックス内に収まるギヤもこのように軸を短くします。
画像は短縮不足ぎみ(実際はもう少し削りました)
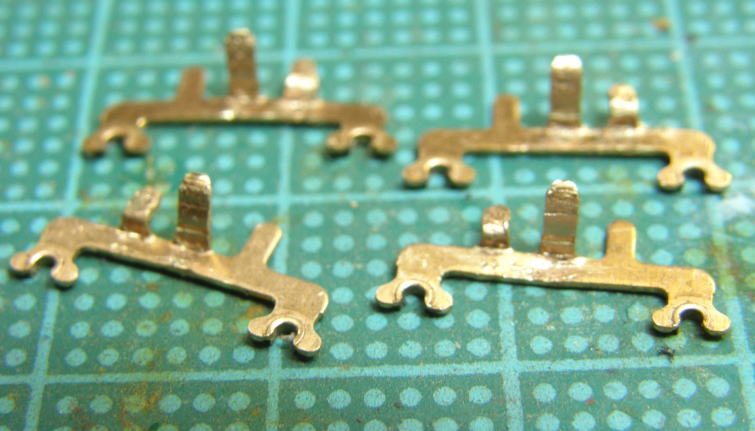
次に集電板です。ギヤボックスの形状が変わるので集電板の加工が必要になります。
写真は加工が終わった状態。
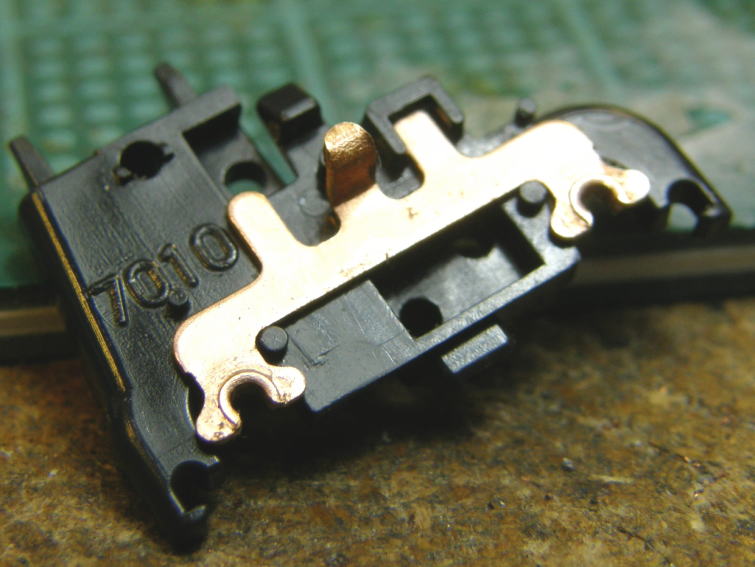
Nゲージの集電板の収まり状態
Njゲージの集電板の収まり状態。上のNゲージの状態と比較してみてください。
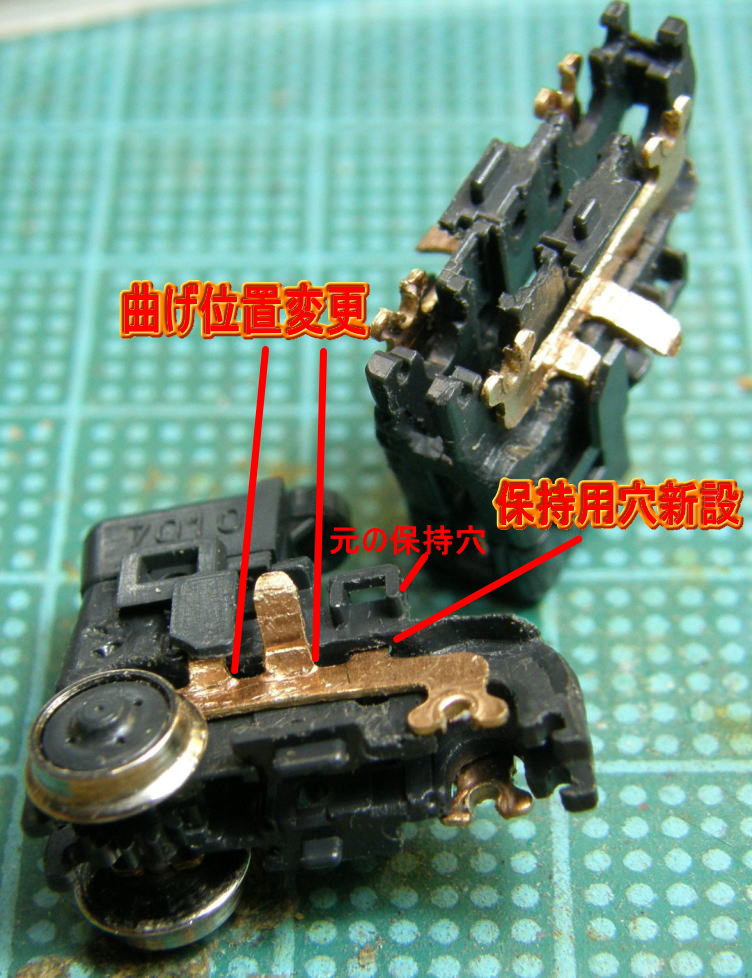
集電板保持用のギヤボックスの角穴(約0.5x1.5mm)の新設、集電板の車体へ伸びている3本の角の角度・曲げ位置変更がお分かりになるかと思います。
全歯車と改軌した動輪を装着。
動輪の改造数値は、ギヤ付きスリーブは3.6mmに両側から短縮、動輪は内側軸残を2.4mmに押し出します。
この時、動輪芯輪(飾り部分)が押し出された軸で簡単に無傷で外れます。その後、バックゲージ5.25mmに調整します。
この時点でスムーズに転がらなければダメです。
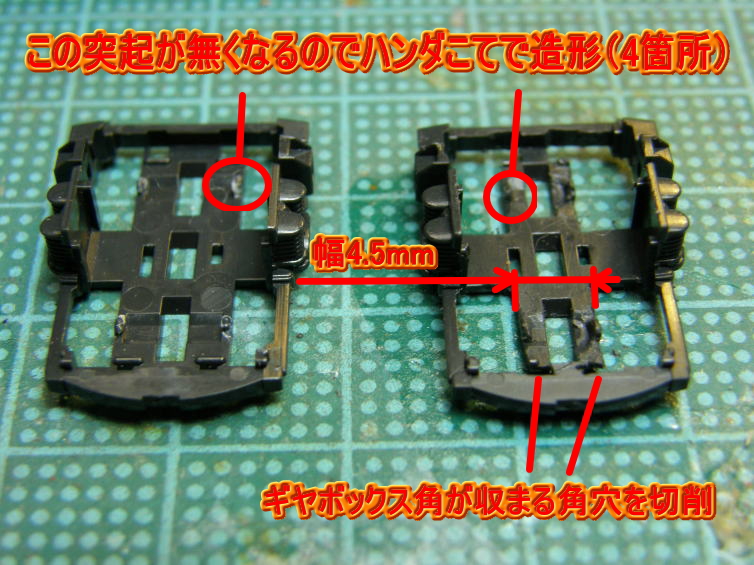
裏の車輪押さえ板加工状態。
半田ゴテで溶かして軸当たり突起を4箇所造形しています。
車輪押さえ板幅は4.5mmに削り仕上げ、ギヤボックスの端突起の角が収まる角穴を切削(4箇所)します。
押さえ板をはめて、ウォームギヤなどを取り付けたら押さえ板の裏の爪を溶着します。写真は溶着前。
飛び出た軸を切断して、動輪芯輪(飾り部分)を装着しています。
これで動力台車は完成です。
中間台車は車輪の当たるところを削り、長軸改軌された車輪(小径)を装着しています。
これで「Njゲージ」改軌作業は終了です。製作を開始してから、のべ30時間くらいでしょうか。
今回も切削・溶着精度に悩まされ、やはりビバン模型製作所の方では、製品化は厳しいところでしょう。
製作中に撮影した写真は以上です。